
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

プレート用のアンチ接着フレームタイプの自動荷重およびアンロードマシン
材料の空気透過性により、ワークピース間の適合度のために、家具のワークピースがパレット全体に装填されている場合、
そして、エッジの接着剤の接着により、マニピュレーターはワークピースをつかむときに相互接着を引き起こす可能性があります。
ターゲットは、ワークピースの1層をつかむことですが、実際には、せいぜい3〜4層をつかむことができます。
これにより、一連のマイナスの影響が発生し、機器操作の信頼性が大幅に低下します。
機器には、プレートを積み込むために高い要件があります。プレートが長くなるほど、プレート間のフィットが締まると、
そして、それがより簡単になります。プレートの清潔さとエッジの残留接着剤は、プレート間の相互の接着を悪化させる可能性があります。
機器の運用上の信頼性は貧弱です。
プレート間の相互接着によって引き起こされる問題は、シャットダウンと手動介入が必要であり、この状況は頻繁に発生します。
安全性の高いリスクが高くなります。頻繁に異常な異常には、人員がマニピュレーターの作業エリアに入って出て出る必要があります。これは、大きな安全リスクをもたらします。
吸引カップのつかむサイクルは固定されていません:リリースプレートのテーブルの高さは固定されていますが、つかむとき、
プレートは各パレットから層で層をつかみ、高さは徐々に減少し、絶えず変化しています。
したがって、上記の問題に応じて掘削されるプレートを正確に供給するために、新しいタイプのリンクされた給餌自動化機器を調査および開発する必要があります。
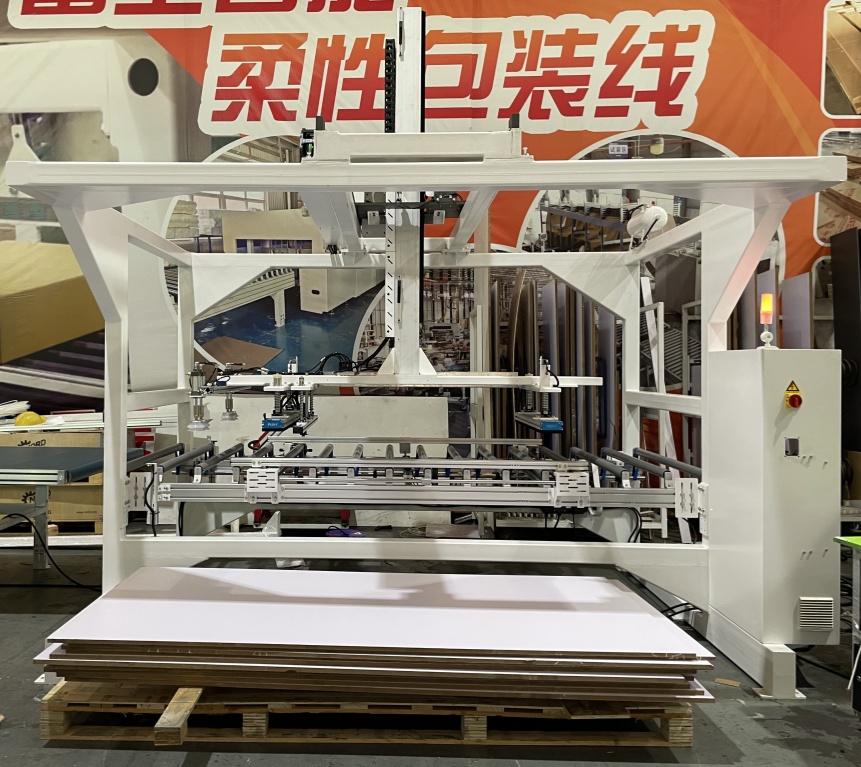

木材ベースのパネル生産ラインでのアンチ接着フレームタイプの自動荷重とアンロードマシンのワークフロー
1.準備準備:労働者は、機器の給餌ラックに、処理された木材ベースのパネルのパレット全体を配置します。ラックのリフティングプラットフォームは、自動的に最初のつかむ高さに適応します。
2.ポジションとつかみ:ガントリーマニピュレーターは、つかむメカニズムを駆動して、パネルの真上に移動します。産業用カメラはパネルの位置を見つけます。
吸引カップは下降してパネルの表面に接触し、アンチ接着モジュールが同時に活性化されます。
3.抗吸着検出:張力センサーが負荷を検出します。パネルの単一層のみがつかまれていることを確認した後、4つの小さなディスク型の吸引カップがパネルの片端に取り付けられています
そして、数秒間激しく上下に振って、余分な接着パネルが揺れ動くようにします。次に、マニピュレーターがガイドレールに沿って処理装置の給餌ポートに移動します。
4.積み降ろし:パネルが処理装置の指定された位置に配信されると、吸引カップは真空を放出して荷重プロセスを完了します。同時に、
グラブするメカニズムの別のセットは、機器から加工されたパネルを同期して取り出し、アンロードコンベアラインに移動します。
5.循環操作:つかむ表面の高さを安定させるためにつかむことが進むと、給餌ラックのリフティングプラットフォームが徐々に上昇します。パレット上のすべてのパネルが処理されたら、
機器は、材料の変更プロンプトを発行します。

