
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
製品





自動閉函機
専門メーカーとして、当社は S2928 Max 自動ボックス閉鎖機を提供したいと考えています。ケースシーラーのリニア機構は精密リニアガイドによってガイドされており、高い信頼性と耐久性を保証します。
お問い合わせを送信
製品説明
マシンイメージ

機械仕様
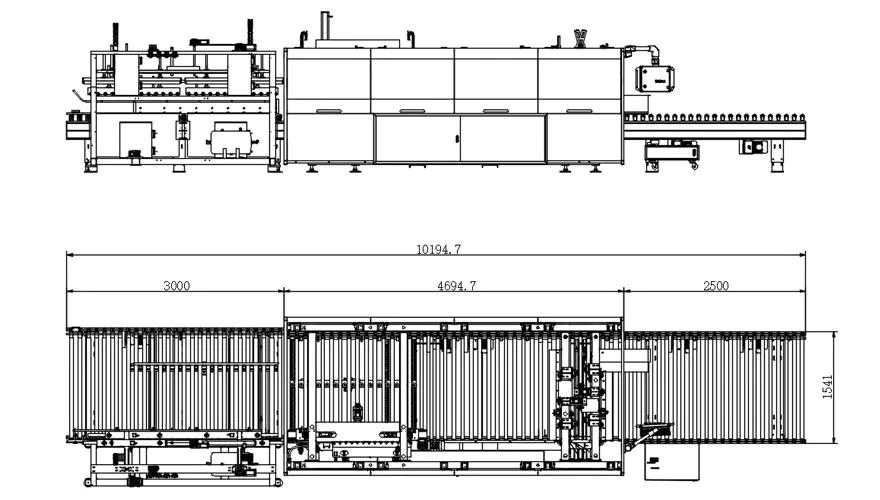
| 寸法 長さ*幅*高さ(mm) | 機械自重(kg) | 供給電力(kW) | 搬送荷重 (kg) | 作業高さ(mm) |
| 10200*2200*2260 | 約3200kg | 10.9 | 50 | 800±50 |
処理パラメータ
| カートン加工長さ(mm) | カートン加工幅(mm) | カートン加工高さ(mm) | シール効率 (サイクル/分) | 段ボールの厚さ(mm) |
| 300-2900 | 200-1200 | (木製パネル厚さ18) 20-280 | 4-8 | 2.5-6 |
製品の特徴
1.コアコンポーネント: Eva 速乾性ホットメルト接着剤マシン;サーボモーター。遊星減速機;レーザー距離計;シンクロベルト。ピローブロックベアリング;可変周波数モーター。ウォームギア減速機。
2.搬送ローラーは、柔軟で耐久性のある輸入PVCゴムスリーブを使用しています。
3.ケースシーラーのリニア機構は精密リニアガイドによってガイドされており、高い信頼性と耐久性を保証します。
4.クランプとグルーガンの動力は高精度サーボモーターによって供給され、制御が容易で装置の精度が向上します。
5.この機械はスタンドアロンユニットとして使用することも、カスタム家庭用包装ラインと統合することもでき、多用途かつ柔軟な使用オプションを提供します。
関数
1.利用方法
A.この自動箱閉鎖機は、高級家具の梱包箱を密封するために使用されます。
B.この装置は、モデル M/A-0410 および M/A-0419 のカートンを密封するために使用されます。
C.カートンの底部が最初に接着され、次に包装されるアイテムと詰め物が内側に配置され、その後機械で密封されます。
2. 一般的な動作原理
装置全体は、測定機部、フィードバッファー機部、トンネルシーラー部、トランジションマシン部、プッシャーシーラー部の5つのセクションに分かれています。
A.動作中、品物が充填された梱包されたカートンは基準端に沿って測定機部から入ります。入口にある幅センサーでカートンのおおよその幅を計測します。カートンが測定機部の端に到達するとバッフル装置により停止されます。次に、アクティブ クランプ デバイスがカートンの幅を正確に測定し、高圧プレート デバイスがカートンの高さを正確に測定します。その後、カートンは計量機部から供給緩衝機部を経てトンネルシーラー部の入口まで移動します。
B. カートンがトンネルシーラーセクションに入ると、入口のグルーガンがカートンの長さに沿ってホットメルト接着剤を塗布します。次に、折り畳みロッド アセンブリ、プレス機構、サイド ベルト機構、およびカウンターウェイト ベルト機構で構成されるシール チャネルを通過し、長辺のシールが完了します。
C.長辺がシールされたカートンは、トランジションマシンセクションに移動し、プッシャーシーラーセクションの入り口にあるフロントバッフル装置によって停止されます。次に、スプレー装置、表圧板装置、表封板装置により、第1の短辺を接着して封止する。最初の短辺がシールされた後、カートンはプッシャーシーラーセクションに入り、後方に移動し、そこで後部バッフル装置によって停止されます。次に、第2の短辺を、スプレー装置、背面圧板装置、背面封止板装置により接着して封止する。この時点で、カートンのシールプロセス全体が完了し、カートンはプッシャーシーラーセクションから繰り出されます。
D.箱の幅を認識するこのカートンシール方法は、箱の寸法を入力する必要がなく、供給プロセス中にさまざまなサイズのカートンを効果的にシールできます。
E.同じ寸法のカートンをバッチシールする場合、装置はバッチモードに切り替えることができます。最初のカートンの幅を測定し、この値をシリーズ全体に適用した後、トンネルシーラーセクションがチャネルサイズを調整して変更しないように維持することで、シール効率が向上します。最大速度は 1 分あたり最大 8 パッケージに達します。
機能構造
| いいえ。 | アイテム | 特徴 |
| 1 | フロントセクションフィーダー | 荷物の供給機能を実現し、荷物を指定された位置に迅速、正確、効率的に配送します。メインビームは炭素鋼製でプラスチックでコーティングされています。パッケージが正確に位置合わせされていることを確認するために、固定ガイドおよび位置合わせ機構を使用してパッケージを所定の位置にガイドします。 |
| 2 | 高さ測定器 | アルミニウム製のプレス ブロックを使用して、電子スケール センサーと空気圧シリンダーを介してパッケージの高さを測定し、データを送信します。 |
| 3 | カバー | ある程度の保護を提供しながら機器の美的魅力を高めるため、全体の構造は主にプラスチックでコーティングされた曲げられた炭素鋼板で作られています。特殊なアルミニウムプロファイルとロイヤルブルーのアクリルパネルでさらに強化されています。 |
| 4 | ラック | 機械フレームは角管と鋼板を溶接し、精密加工して製作されます。これにより、高い組み立て精度と操作精度が保証され、機器の長寿命と良好な安定性が保証されます。 |
| 5 | グランドデバイス | カートンの上部カバーを効果的に押さえて、その後の密封プロセスに備えます。 |
| 6 | フロントと リアバッフル | パッケージの位置決めを実現します。リニアベアリングとクロムメッキシャフトの組み合わせにより、リニアガイドを提供します。多段の空気圧シリンダーを個別に制御し、接着システムと組み合わせることで2段階の高さ調整を実現します。これにより、接着プロセスの品質が保証され、パッケージを特定の位置に効果的に保持して正確な位置決めが可能になります。 |
| 7 | 幅測定器 | 横型動力システムには高精度モーターと減速機を採用し、伝動システムの安定性を確保しています。これは主に、カートンの上部フラップを折り畳んで密封動作を完了する役割を果たします。この機構は、リニアガイドを使用して直線運動を指示し、空気圧シリンダーと複数の速度制御バルブによって動力が供給され、空気回路を調整して迅速かつ安定した動作を実現します。 |
| 8 | 二重シリンダー押板機構部品 | これは主に、カートンの上部フラップを折り畳んで密封動作を完了する役割を果たします。この機構は、リニアガイドを使用して直線運動を指示し、空気圧シリンダーによって駆動され、空気回路内の複数の速度制御バルブによって制御され、迅速かつ安定した動作を実現します。 |
| 9 | グランドメカニズム | 主に、パッケージが動かないようにカートンの上部カバーを固定する役割を果たします。この機構はリニア ガイドを使用して直線運動を指示し、空気圧シリンダーの偏心設計によりパッケージの安定性が向上します。 |
| 10 | 短辺接着剤スプレー システム | ガイド レールは、機構全体を前後に直線的にガイドする役割を果たします。高精度サーボモーターによる安定した動力源と、国内有名ブランドの遊星減速機の採用により、長期間安定した出力を実現します。リニアガイドは逆さまに設置されているため、接着剤の飛散を防ぎ、きれいで安定した案内を実現します。 |
| 11 | 後方排出機 | パッケージ排出機能を実現するために、デュアルステージ電源システムを使用してパッケージを迅速、正確、効率的に配送します。メインビームは炭素鋼製でプラスチックでコーティングされています。 |
| 12 | 糊付け機システム | Eva 速乾性ホットメルト接着剤マシンは、接着剤の連続噴霧と断続噴霧の両方を実現できます。機能が充実しており、セットアップが簡単で、操作も便利です。 |
| 13 | ダウンプレス機構 | サーボモーターが減速機を駆動してエレベーターを回転させ、正確な垂直位置決めを実現します。エアシリンダーの採用により軽量化・コンパクト化を図り、安定したスムーズな前進を実現します。 |
| 14 | 側圧グループ | 空気圧シリンダーとリニアガイドが前後に移動して、段ボールの位置を決めて押し付けます。テフロン素材は接着剤の付着を防ぎ、段ボールの圧縮率を高めます。 |
| 15 | サイドサポートアセンブリ | サーボモーターが減速機を駆動してギアを回転させ、リニアガイドが伝達を行い、正確な側面位置決めを実現します。サイドアライメントセクションにはテフロンローラーを使用し、安定した速度を確保します。 |
| 16 | 中段シール部 | 中間部のローラートランスミッションは二段動力方式を採用しており、パッケージの供給効率を向上させ、待機位置の距離を短縮します。 |
| 17 | 給紙先折り構造 | サーボモーター駆動の減速機駆動ネジの精密制御リフティングを使用した、リフティング固定サポートを備えたフィード事前折り畳み構造。サーボモーター駆動の減速機駆動ネジを使用した上部カバーと下部圧力により、カートンの高さ位置に到達するように持ち上げ位置を正確に制御します。サーボモーター駆動の減速機を使用した折りエッジローラー 駆動ネジ制御 リフティングシリンダー制御 折りエッジローラー 圧力を下げて紙のスキンを実現し、長辺の紙スキンを実現して、事前に折りエッジを事前に折り畳むため、シーリングボックスがより滑らかになります。 |
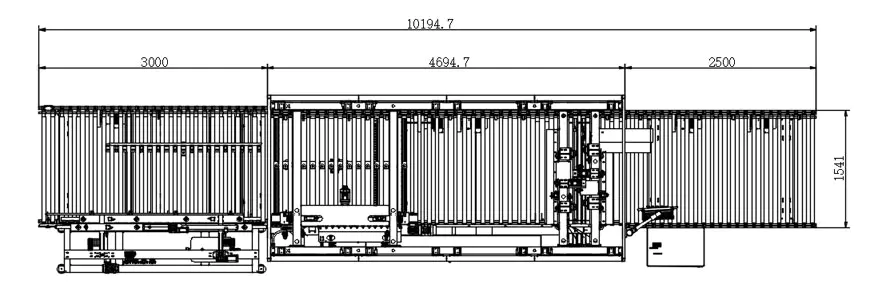
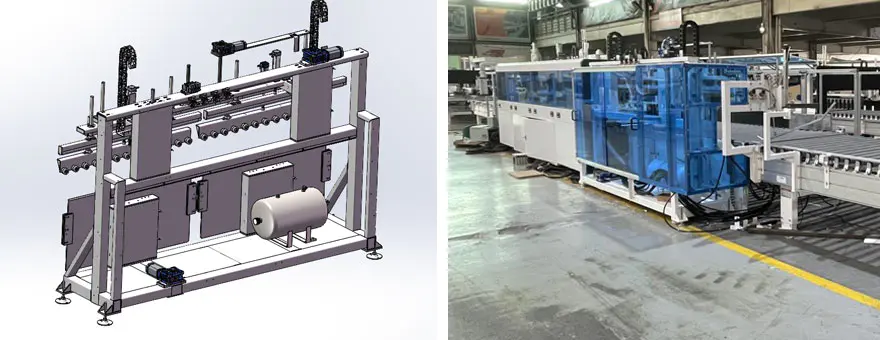
三面図
生産プロセスモードの模式図
詳細画像
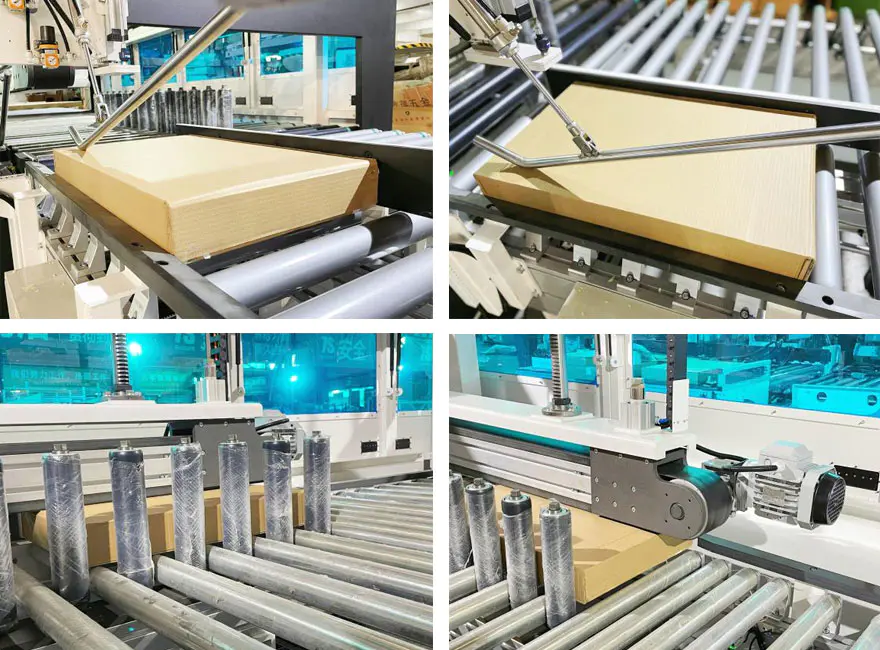

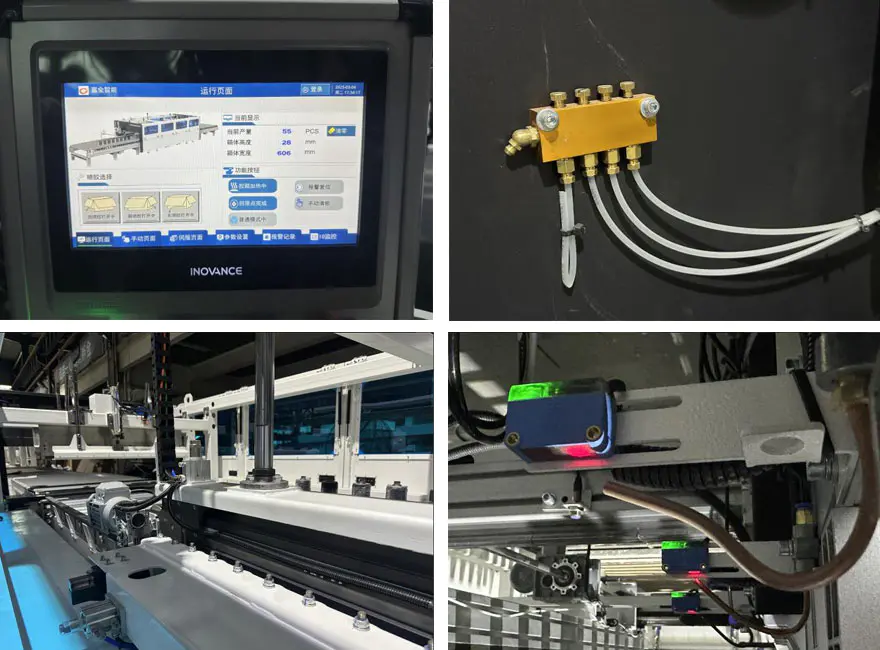
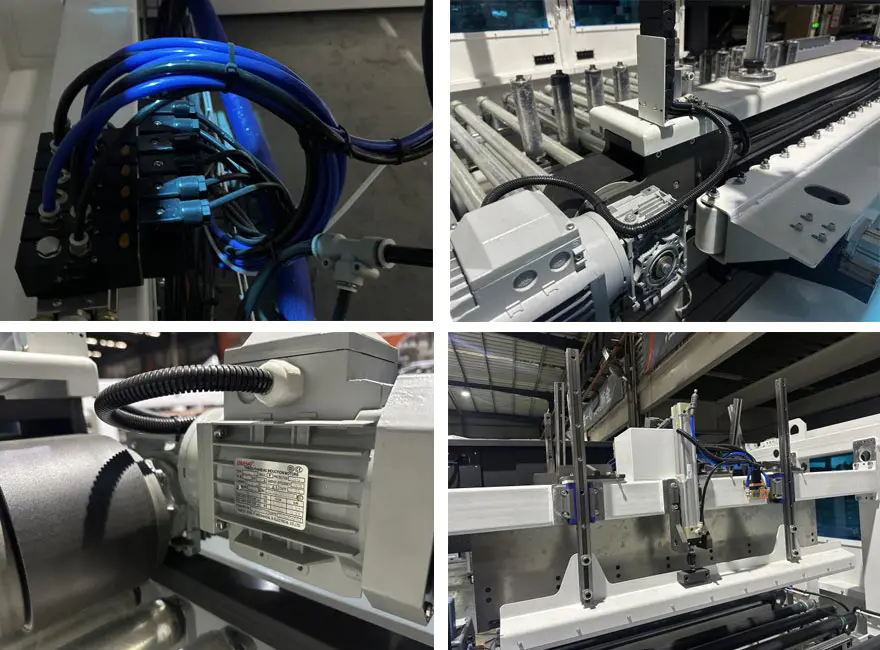


あらかじめ折りたためる構造
ウェアラブル部品・消耗品一覧
| いいえ。 | アイテム | 仕様 | 推奨数量 | U8番号 |
| 1 | PTEEローラー | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | M16両頭スタッド | BZ-FXJ-G-015 | 2 |
|
| 3 | テフロン加圧ホイール |
|
4 |
|
| 4 | 加圧ベルト (デュアルガイドタイプ) | 95-L3990 (厚み3) | 1 |
|
| 5 | サイド整列ベルト(トリプルガイドタイプ) | 195-L3742 (厚み3) | 1 |
|
| 6 | ストリップ弾性ベルト | 392*20*1.5 | 15 |
|
| 7 | 減圧弁 | GR20008F1 | 1 |
|
| 8 | 入口絞り弁 | PSL8-02A | 1 |
|
| 9 | フローティングジョイント | F-M16X125F | 4 |
|
| 10 | シリンダー | SAI 50X350S | 1 |
|
| 11 | シリンダー | SAI50x300S | 1 |
|
| 12 | スライダー | HGW30CC | 1 |
|
| 13 | リニアベアリング取付金具 | LHBBW20 | 1 |
|
| 14 | スチールコアスプライスシンクロベルト | S8M-3984-25(オープン) | 1 |
|
| 15 | スライダー | HGH25CA | 1 |
|
| 16 | 鋼芯シームレスシンクロベルト | 30-S8M-800 | 1 |
|
| 17 | 鋼芯シームレスシンクロベルト | 30-S8M-872 | 1 |
|
| 18 | 磁気スイッチ | HX-31R-2M | 2 |
|
| 19 | 電磁弁 | 4V210-08B | 3 |
|
| 20 | ゴム製ショックアブソーバー | SE-15(ブルー) | 3 |
|
| 21 | プラグインリレー | RXM4LB2BD | 1 |
|
| 22 | 中継基地 | RXZE1M4C | 1 |
|
| 23 | リレー | RXT-F01 | 3 |
|
| 24 | 近接スイッチ | IME08-02BPOZT0S | 1 |
|
| いいえ。 | アイテム | 仕様 | 推奨数量 | U8番号 |
| 1 | 本体フィルターメッシュ | 133272 | 1 |
|
| 2 | スロートガスケット | 127028 | 6 |
|
| 3 | スプレーガンフィルターメッシュ | 126150 | 3 |
|
| 4 | AXノズルモジュール | 167400 | 6 |
|
| 5 | 24V電磁弁 | 150236 | 6 |
|
| 6 | ノズルガスケット | 100368 | 12 |
|
| 7 | 鋼製電線管ガスケット | 107332 | 6 |
|
| 8 | 直角ノズル 0.5MM | 130897 | 4 |
|
| 9 | 針 | 500661 | 1 |
|
| 10 | ピストンポンプ修理キット | 112757 | 1 |
|
| 11 | AX ノズル修理キット | 167414 | 6 |
|
| 12 | 逆流弁キット | 163008 | 1 |
|
ホットタグ: 自動閉函機
関連カテゴリー
無動力ローラーコンベヤーシリーズ
シザータイプ油圧リフティングテーブルシリーズ
インテリジェントファクトリーファニチャー生産ラインシリーズ
インテリジェント包装ラインシリーズ
パワードベルトコンベヤーシリーズ
インテリジェントファクトリーファニチャー生産ラインシリーズシングルマシン
ローラーシリーズ
ドアソリューション
自動版洗浄機
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。







